

Инструменты методики АЦТ, часть 4: реинжиниринг процессов (BPR), TQC, дизайн для шести сигм (DFSS) и TQM
Это четвертая статья цикла по инструментам методики «Аккордная цифровая трансформация». Продолжаем разбор группы A «Операционное превосходство» — инструменты A2-01, A2-02, A2-03 и A2-04.
С этой статьи начинается подгруппа A2 «Стратегические методы» — «тяжелая артиллерия» группы A: от 48 до 64 часов на освоение каждого инструмента. Базовые инструменты подгруппы A1, разобранные в предыдущих частях, улучшают отдельный процесс или участок. Четыре метода этой статьи работают на уровне предприятия в целом. Реинжиниринг бизнес-процессов (A2-01) предлагает не улучшать процесс, а переосмыслить его с нуля. Три остальных — Всеобщий контроль качества TQC (A2-02), Дизайн для шести сигм DFSS (A2-03) и Всеобщее управление качеством TQM (A2-04) — представляют развитие одной идеи: качество нельзя проверить в конце, его нужно встроить — сначала в производство, затем в проектирование продукта, в итоге во всю организацию работы.
A2-01 — Реинжиниринг бизнес-процессов (Business Process Re-engineering, BPR)
Откуда появился инструмент. Концепцию сформулировал Майкл Хаммер (1948–2008) — профессор информатики Массачусетского технологического института, ушедший из академической карьеры в управленческий консалтинг. В июле 1990 года он опубликовал в Harvard Business Review статью «Реинжиниринг работы: не автоматизируйте — уничтожайте» («Reengineering Work: Don’t Automate, Obliterate»). Главный тезис: компании десятилетиями вкладывались в информационные технологии, но автоматизировали устаревшие процессы — «мостили коровьи тропы», по выражению Хаммера, — и потому получали улучшения на проценты там, где возможен кратный рост.

Майкл Хаммер — профессор информатики Массачусетского технологического института
Почти одновременно с Хаммером схожие идеи под названием «редизайн бизнес-процессов» опубликовали Томас Дэвенпорт и Джеймс Шорт в Sloan Management Review. В 1993 году Хаммер вместе с консультантом Джеймсом Чампи выпустил книгу «Реинжиниринг корпорации», ставшую мировым бестселлером и превратившую BPR в самое обсуждаемое управленческое движение 1990-х.
Реинжиниринг — фундаментальное переосмысление и радикальная переработка бизнес-процессов для достижения скачкообразных улучшений в стоимости, качестве, скорости и уровне сервиса. От непрерывного улучшения подход отличается принципиально: Кайдзен (A1-10) и цикл PDCA (A1-05) совершенствуют существующий процесс малыми шагами, BPR ставит под сомнение сами предположения, на которых процесс построен, и проектирует его заново — как если бы предприятие создавалось сегодня и с нуля. Типичные приемы: объединение нескольких операций в одну, передача решения туда, где выполняется работа, организация процесса вокруг результата, а не отдельных задач, параллельное выполнение этапов вместо последовательного.
Хрестоматийный пример — из той самой статьи 1990 года. Отдел расчетов с поставщиками Ford в Северной Америке насчитывал более 500 человек, и руководство планировало за счет автоматизации сократить его на 20% — до 400. Затем Ford посмотрел на производство Mazda, где аналогичную функцию выполняли 5 человек. Анализ показал: дело не в скорости обработки счетов, а в самом правиле «платим по получении счета-фактуры», порождающем громоздкую сверку трех документов. Ford заменил правило на «платим по получении товара»: данные о заказе и приемке сводятся в единой базе, бумажный счет-фактура исключен из процесса вовсе. Численность функции сократилась на 75% — результат, недостижимый никакой оптимизацией прежней схемы.
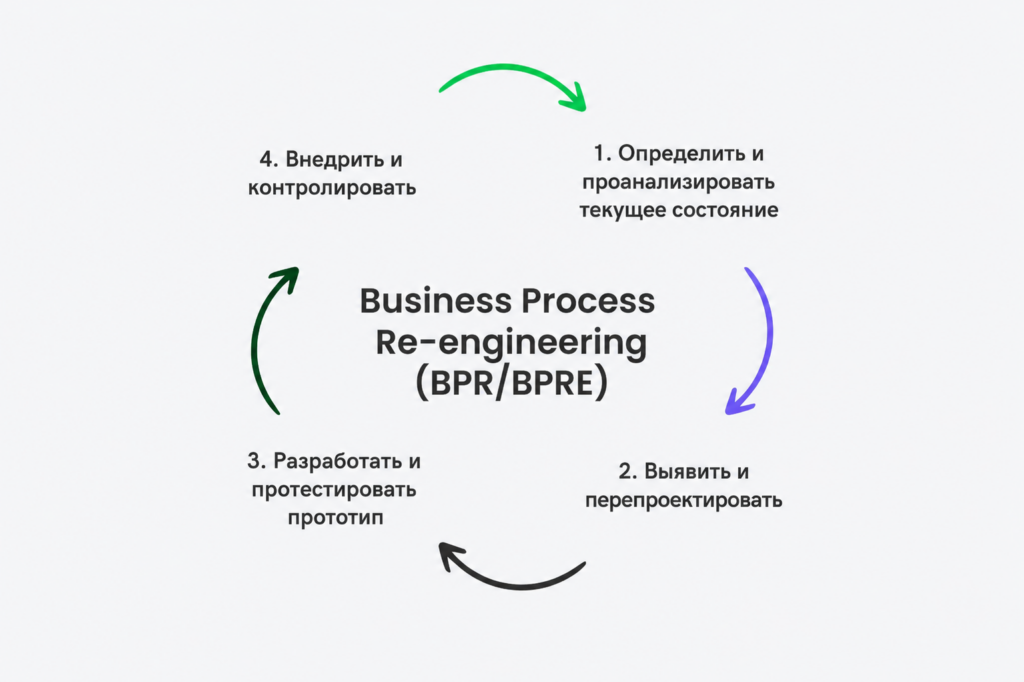
Как применяется на практике. BPR применяют, когда разрыв слишком велик для постепенных улучшений: процесс растянут по подразделениям, большую часть времени ничего не происходит, а ИТ-системы держат устаревшую схему. Объект реинжиниринга — сквозной процесс от потребности клиента до ее удовлетворения (выполнение заказа, вывод продукта на рынок, закупки), а не отдельная функция. Проект ведет команда с полномочиями от первого лица, потому что перепроектированный процесс почти всегда перераспределяет ответственность между службами.
Важна и трезвая оценка рисков: сами Хаммер и Чампи признавали, что, по их наблюдениям, от 50 до 70% проектов реинжиниринга не достигали заявленных радикальных результатов. К середине 1990-х термин оказался скомпрометирован: волна корпоративных сокращений шла под флагом BPR, хотя к перепроектированию процессов отношения чаще всего не имела.
Чек-лист перед применением BPR:
- Подтверждено, что разрыв действительно требует радикального решения: целевые показатели недостижимы последовательным улучшением существующего процесса.
- Выбран сквозной процесс с измеренной базовой точкой: время выполнения, стоимость, доля ошибок, число передач ответственности.
- Проект имеет ответственное лицо и поддержку руководства, которое готово к изменениям организационной структуры и системы, а не только схемы процесса.
- Команда реинжиниринга включает людей из всех затрагиваемых подразделений и наделена полномочиями проектировать «с чистого листа».
- Просчитан переходный период: как будет работать предприятие, пока старый процесс заменяется новым.
Типовые ошибки:
- Реинжиниринг как прикрытие сокращений. Цель проекта — уменьшить численность, процесс по существу не меняется. → Целью BPR является новая схема работы; изменение численности — следствие, и вопрос о переводе, переобучении или сокращении персонала решают до старта, а не после.
- Перепроектирование функции вместо процесса. Улучшается работа одного отдела, а потери на стыках остаются. → Брать сквозной процесс целиком — от события у клиента до результата для клиента, через все подразделения.
- Автоматизация старой схемы. Под видом реинжиниринга внедряется ИТ-система, закрепляющая прежнюю логику. → Сначала спроектировать новый процесс, затем подбирать под него технологии.
- Радикальность ради радикальности. Под BPR подводят процессы, которым достаточно последовательного улучшения. → Если разрыв закрывается инструментами Кайдзен (A1-10) и PDCA (A1-05), реинжиниринг не нужен: его риски оправданы только масштабом задачи.
A2-02 — Всеобщий контроль качества (Total Quality Control, TQC)
Откуда появился инструмент. Автор концепции — Арманд Фейгенбаум (1920–2014), американский инженер, прошедший в General Electric путь от рядового сотрудника до руководителя производственных операций и контроля качества всей компании (1958–1968). Первую статью о концепции он опубликовал в 1946 году, а в 1951-м, еще будучи докторантом Массачусетского технологического института, выпустил книгу «Quality Control: Principles, Practice, and Administration»; ее переработанное издание 1961 года вышло уже под названием «Total Quality Control» и было переведено более чем на двадцать языков. Книга оказала глубокое влияние на послевоенную Японию: Каору Исикава — автор диаграммы причин и следствий (A1-06) — развил идеи Фейгенбаума в концепцию общефирменного контроля качества, дополнив ее кружками качества, в которых рабочие сами разбирают проблемы своих участков.
Главный тезис TQC: качество — не работа отдела технического контроля, а сквозная функция всей организации. Проверка готового изделия в конце линии фиксирует брак, когда затраты уже понесены; всеобщий контроль качества встраивает предупреждение дефектов в каждый этап — от проектирования и закупок до производства и обслуживания после поставки.
Фейгенбауму принадлежит и понятие «скрытого завода»: внутри каждого предприятия существует теневое производство, занятое исправлением дефектов и переделками, — мощности, которые не создают ничего нового, а переделывают уже сделанное. TQC направлен на то, чтобы этот «скрытый завод» закрыть. Второй вклад Фейгенбаума — экономика качества: разделение затрат на предупреждение, на контроль и на потери от дефектов показало, что вложения в предупреждение многократно дешевле потерь от брака, дошедшего до клиента.
Как применяется на практике. Практический контур TQC — это распределение ответственности за качество по всем стадиям жизненного цикла продукта. Требования клиента переводятся в технические характеристики на этапе проектирования; входной контроль заменяется работой с поставщиками, чтобы дефектные материалы не поступали вовсе; параметры процессов отслеживаются статистически в ходе производства (статистическое управление процессами, A4-02), а не проверкой готовых партий; данные рекламаций возвращаются в проектирование. Для предприятия внедрение начинается с измерения затрат на качество: когда стоимость переделок, брака и гарантийных случаев впервые сводится в одну цифру, масштаб «скрытого завода» становится аргументом, понятным финансовому директору.
TQC — первое звено линии, разбираемой в этой статье: из него выросли и японская практика всеобщего качества, и TQM (A2-04). Сегодня TQC редко внедряется под собственным именем — его положения вошли в стандарты систем менеджмента качества (A6-03) и в TQM, — однако методика выделяет его отдельно: логика «качество встраивается, а не проверяется» осваивается именно здесь. Трудоемкость — 50 часов (20 часов теории и 30 часов практики), сложность — очень сложный: меняется не процедура контроля, а распределение ответственности в компании.
Чек-лист перед внедрением TQC:
- Подсчитаны затраты на качество по трем категориям: предупреждение, контроль, потери от дефектов (внутренних и внешних).
- Ответственность за качество закреплена за владельцами процессов на каждой стадии, а не только за службой технического контроля.
- Требования клиента документированы и переведены в измеримые характеристики продукта и процессов.
- Выстроена работа с поставщиками: критерии качества входят в договоры, есть процедура совместного разбора дефектов.
- Производственные параметры, влияющие на качество, определены и поставлены на статистический мониторинг (A4-02).
- Данные рекламаций и гарантийных случаев систематически возвращаются в проектирование и технологию.
Типовые ошибки:
- Качество остается функцией ОТК. Декларируется всеобщая ответственность, но реально за брак отвечает только контролер на выходе. → Включить показатели качества в оценку владельцев процессов на каждой стадии — от конструктора до снабженца.
- Усиление контроля вместо предупреждения. Добавляются точки проверки, штат контролеров растет, причины дефектов не устраняются. → Каждый повторяющийся дефект должен запускать анализ коренных причин (A1-07) с корректирующим действием в процессе, а не дополнительную проверку.
- Затраты на качество не считаются. Затраты на брак и переделки не выделяются отдельно, а включаются в общую себестоимость, поэтому программа не учитывает их в денежном выражении. → Начать с учета затрат на качество: без этой цифры невозможно ни обосновать вложения, ни измерить эффект.
- Поставщики вне контура. Качество встроено внутри предприятия, но дефектные комплектующие продолжают поступать на вход. → Распространить требования и совместный разбор дефектов на ключевых поставщиков.
A2-03 — Дизайн для шести сигм (Design for Six Sigma, DFSS)
Откуда появился инструмент. Дизайн для шести сигм (DFSS) возник в General Electric во второй половине 1990-х — как ответ на ограничение, которое компания обнаружила, развернув классические шесть сигм по методологии Motorola: цикл DMAIC (Define — определение; Measure — измерение; Analyze — анализ; Improve — улучшение; Control — контроль) улучшает существующий процесс, но если дефект заложен в саму конструкцию продукта или архитектуру процесса, улучшениями его не устранить — продукт нужно проектировать заново и сразу под целевой уровень качества.
Так появилась ветвь Design for Six Sigma: статистический аппарат шести сигм, примененный не к исправлению, а к проектированию. Наиболее распространенный цикл DFSS — DMADV: определяй (Define), измеряй (Measure), анализируй (Analyze), проектируй (Design), проверяй (Verify); в разных компаниях используются и варианты IDOV и DMADOV.
Логика DMADV отличается от DMAIC в двух последних шагах: вместо улучшения существующего процесса проектируется новый, и вместо контроля достигнутого верифицируется, что спроектированное решение действительно дает заданный уровень качества — на прототипах, пилотных партиях и статистических моделях, до запуска в серию. Инструментальную основу составляют структурирование функции качества (перевод голоса клиента в технические характеристики), анализ видов и последствий отказов FMEA (A4-03), дизайн экспериментов DOE (A4-05) и методы робастного проектирования: продукт должен сохранять характеристики при естественном разбросе условий производства и эксплуатации.
Как применяется на практике. Классический индустриальный пример — медицинское подразделение той же General Electric. Компьютерный томограф LightSpeed, выведенный на рынок в 1998 году — первый в мире многосрезовый сканер с четырьмя срезами за оборот, — разрабатывался с применением DFSS, и компания прямо связывала с этим подходом надежность линейки: уже к 2000 году в клиниках работало более тысячи систем LightSpeed, а требования шести сигм закладывались в инженерные спецификации каждой следующей модели. Общая закономерность, на которой стоит DFSS: стоимость исправления ошибки многократно растет с каждой следующей стадией жизненного цикла — дефект, пойманный в проектировании, стоит часов работы конструктора; тот же дефект в серии оборачивается отзывами продукции и потерянными клиентами.

DFSS оправдан там, где цена дефекта высока, а продукт или процесс создается заново: новые изделия, новые производственные линии, ответственные узлы. Для доработки существующих процессов избыточен — там работает классический DMAIC (шесть сигм, A2-06, — о них в следующей статье цикла). Подход требует зрелой статистической культуры: без владения FMEA, DOE и анализом возможностей процессов (A4-01) DFSS вырождается в формальное заполнение шаблонов.
Чек-лист перед применением DFSS:
- Проект действительно относится к созданию нового: продукт, процесс или критичный узел проектируется с нуля, а не дорабатывается.
- Требования клиента собраны и переведены в измеримые критичные для качества характеристики (CTQ) с целевыми значениями и допусками.
- Цена дефекта в эксплуатации оценена — она обосновывает затраты на статистическое проектирование.
- Команда владеет базовым аппаратом: FMEA (A4-03), дизайн экспериментов (A4-05), анализ возможностей процессов (A4-01).
- Запланированы прототипы или пилотные партии для верификации — этап Verify обеспечен ресурсами и временем.
- Производство привлечено к проектированию с самого начала: технологические возможности учитываются в допусках, а не выясняются при запуске.
Типовые ошибки:
- DFSS поверх готовой конструкции. Методологию подключают, когда проект уже готов, и она сводится к оформлению документов. → Запускать DFSS с этапа требований; если конструкция готова, честнее применять FMEA и испытания, не называя это DFSS.
- Голос клиента заменен мнением разработчиков. CTQ-характеристики назначены внутри конструкторского бюро, без данных от потребителей. → Этап Define (Определение) строится на собранных требованиях клиента — опросах, рекламациях по предыдущим продуктам, данных эксплуатации.
- Верификация на одном прототипе. Соответствие подтверждено единичным образцом, разброс серийного производства не учтен. → Verify (Проверка, подтверждение) включает статистическую оценку: способность процесса выдерживать допуски подтверждается на выборке, а не на экземпляре.
- Игнорирование технологов. Конструкция оптимальна на бумаге, но серийное производство не выдерживает заложенных допусков. → Включать производство в команду с этапа анализа: допуски согласуются с фактическими возможностями процессов.
A2-04 — Всеобщее управление качеством (Total Quality Management, TQM)
Откуда появился инструмент. У TQM, в отличие от TQC, нет одного автора — это синтез работ нескольких поколений специалистов по качеству: статистических методов Уолтера Шухарта, философии управления Эдвардса Деминга и Джозефа Джурана, всеобщего контроля качества Фейгенбаума, японской практики Исикавы и подхода «ноль дефектов» Филипа Кросби.
Сам термин закрепился в середине 1980-х: в 1984–1985 годах ВМС США, изучив японский опыт и рекомендации последователей Деминга, оформили программу повышения эффективности под названием Total Quality Management — слово «управление» сознательно заменило слово «контроль». Из военного ведомства термин разошелся по федеральным структурам и промышленности США: в 1987 году учреждена национальная премия качества имени Малкольма Болдриджа, в 1988-м четырнадцать ведущих европейских компаний подписали соглашение о создании Европейского фонда управления качеством (EFQM), чья модель стала основой национальных премий качества по всему миру. В России на базе модели EFQM постановлением Правительства от 12 апреля 1996 года учреждена Премия Правительства РФ в области качества — в методике АЦТ она выделена отдельным инструментом (A6-05).
TQM — концепция управления компанией, в которой качество относится не только к продукции, но и к организации работы в целом: процессам, управленческим решениям, работе сотрудников. Методика выделяет два механизма: повышение качества (Quality Improvements) — все то, что обеспечивает регулярное улучшение, и обеспечение качества (Quality Assurance) — все то, что удерживает достигнутый уровень. Опорные принципы: ориентация на потребителя, вовлеченность всего персонала, процессный подход, решения на основе данных, непрерывное улучшение и лидерство руководства.
Как применяется на практике. TQM глубже остальных инструментов этой статьи затрагивает культуру управления: он внедряется не проектом с датой окончания, а перестройкой регулярного менеджмента. Практические носители TQM на предприятии — система показателей качества на всех уровнях, регулярные циклы улучшений PDCA (A1-05) в каждом подразделении, работающая система предложений (Кайдзен, A1-10), обучение персонала методам качества и самооценка по модели премий качества — Болдриджа, EFQM или российской правительственной премии (A6-05). Самооценка дает предприятию то, чего не дает сертификация: не ответ «соответствует/не соответствует», а профиль зрелости по направлениям и список приоритетов для следующего цикла.
Граница применимости проходит между TQM и формализованными системами менеджмента качества (A6-03): стандарт ISO 9001 задает минимальные требования к системе и подтверждается сертификатом, TQM — управленческая философия без сертификата, для которой стандарт задает основу, но не предел. Предприятию, которое только выстраивает управление качеством, методика рекомендует начинать с QMS; TQM — следующий горизонт, когда система работает и нужен переход от соответствия требованиям к постоянному улучшению всей организации.
Чек-лист перед внедрением TQM:
- Базовая система менеджмента качества (A6-03) работает: процессы описаны, аудиты проводятся, корректирующие действия выполняются.
- Первое лицо готово к личному участию: разбор показателей качества входит в регулярный управленческий ритм, а не делегирован исключительно службе качества.
- Определены показатели качества для всех уровней — от предприятия до участка — и они связаны между собой.
- Система подачи и реализации предложений (A1-10) запущена и имеет измеряемую вовлеченность.
- Запланировано обучение: руководители и сотрудники осваивают базовые методы качества, а не только знакомятся с лозунгами.
- Выбрана модель самооценки (EFQM, Болдридж, премия Правительства РФ — A6-05) и назначен цикл ее проведения.
Типовые ошибки:
- TQM как кампания. Программа объявлена, плакаты развешаны, через год о ней не вспоминают. → TQM существует только как регулярный управленческий цикл: показатели, разборы, улучшения, самооценка — из года в год.
- Качество без экономики. Программа оперирует ценностями, а не цифрами, и финансовая служба не видит эффекта. → Связать показатели качества с затратами на качество (см. TQC, A2-02): переделки, брак, рекламации в деньгах.
- Вовлеченность по приказу. Сотрудников обязали подавать предложения, не дав ни времени, ни обратной связи. → Вовлеченность строится на работающей системе: быстрый ответ на каждое предложение, видимая реализация, признание авторов.
- Подмена TQM сертификацией. Получен сертификат ISO 9001, и на этом «всеобщее качество» объявлено достигнутым. → Сертификат подтверждает минимум; TQM начинается после него — с самооценки и целей улучшения, выходящих за рамки требований стандарта.
Как четыре инструмента работают в связке
Три инструмента качества этой статьи выстраиваются в историческую последовательность с нарастающим охватом. TQC Фейгенбаума встроил предупреждение дефектов в производственную цепочку — качество перестало быть функцией выходного контроля. DFSS перенес ту же логику на шаг раньше: в проектирование, где исправление обходится дешевле всего. TQM распространил ее на всю организацию — качество процессов, решений и управления, а не только продукта.
На практике предприятие запускает новый продукт и обнаруживает повторяющийся брак на финальной стадии. TQC включается первым: аудит затрат на качество показывает, что большая часть потерь — переделки, которых не видит выходной контроль. DFSS выявляет причину глубже: допуски на критичный узел не были верифицированы по фактическим возможностям процесса — качество не заложили на этапе проектирования. TQM закрепляет оба изменения: самооценка по модели качества встраивается в управленческий ритм, а не остается разовым аудитом.
Реинжиниринг в этой цепочке задает предварительное условие: методы качества улучшают и стабилизируют процессы, но если сам процесс спроектирован под реалии, которых больше нет, его стабилизация закрепляет устаревшую схему. BPR отвечает на вопрос, который инструменты непрерывного улучшения не задают: нужен ли процесс в нынешнем виде. Поэтому на практике последовательность часто обратная: сначала радикальное перепроектирование сквозного процесса, затем встраивание качества и непрерывное улучшение уже новой схемы.
Резюме
Четыре инструмента этой статьи объединяет одно свойство, которое отличает их от большинства операционных методов: ни у одного нет даты завершения. BPR заканчивается перепроектированным процессом, но предприятие, которое сделало это один раз и остановилось, через несколько лет снова окажется с устаревшей схемой. TQC, DFSS и TQM не проекты по природе — это режимы работы. Именно поэтому методика относит их к самым трудоемким инструментам группы A: 48–64 часа на освоение отражают не сложность методов, а сложность перехода от проектного мышления к системному.
В следующей статье цикла продолжим разбор группы A — на очереди ее самые масштабные инструменты: бережливое производство (A2-05), шесть сигм (A2-06) и интегрированные системы менеджмента (A2-07).





